| 无缝钢管 | 20#、45#、Q345B |
|---|---|
| 产地 | 聊城 |
| 品牌 | 鑫森 |
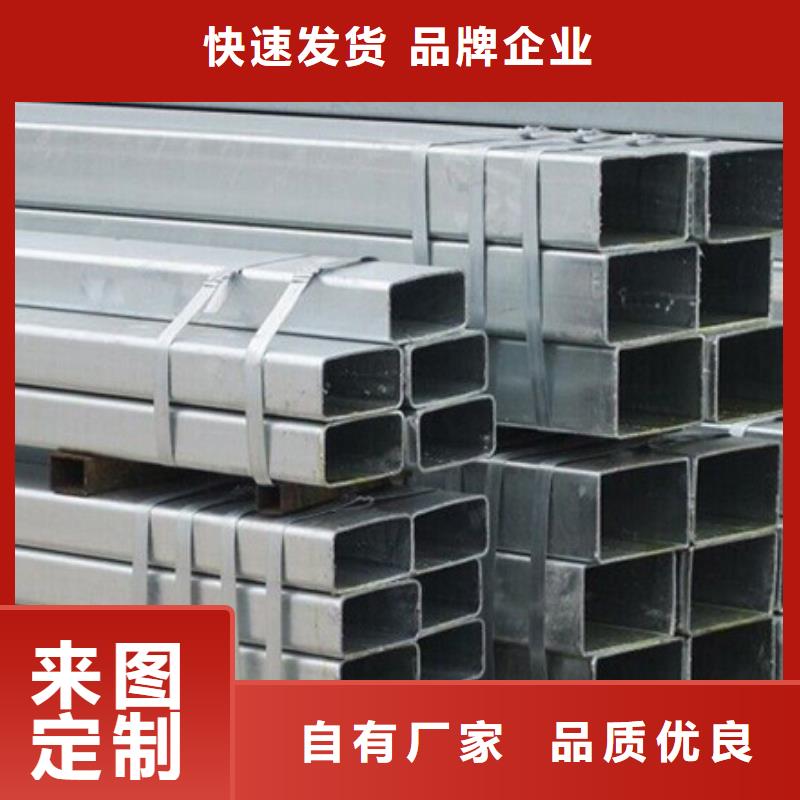
| 无缝方管 | Q345B、20# |

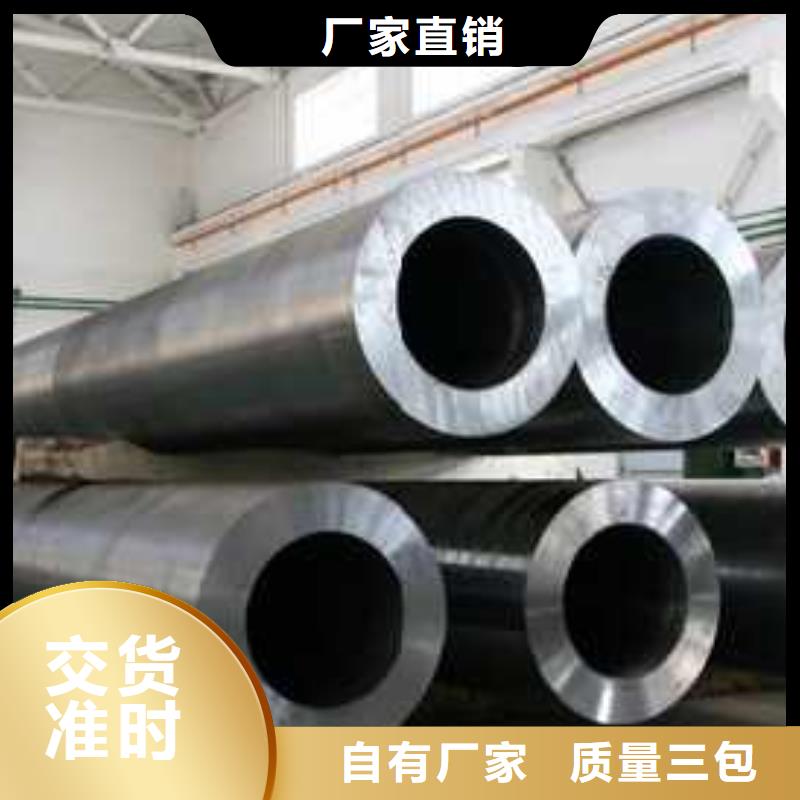
精扎与冷拔无缝钢管生产对管坯质量的要求
精扎或热轧,冷拔无缝钢管的用途::
(1)结构无缝钢管与输送管管坯。包括低碳钢、中碳钢和合金结构钢管坯,钢号有10#、20#、35#、45#、和15Cr、40Cr、30CrMnSi、12CrMoV等。
2)锅炉管管坯。一般锅炉管管坯用钢为低碳钢与优质碳素结构钢,如10#、20#、20A为了标出锅炉管管坯用钢,可在钢号后加“锅”或“G”,如20锅或20G。
(3)石油钻采与地质钻探管管坯。这种管坯用钢包括中碳钢、低合金钢及合金钢。这种管坯是按机械性能分钢级交货,并在钢号前加写“DZ”,如DZ55、DZ80。
(4)化肥与化肥管管坯。化工设备及管道输送管管坯用钢有碳钢、耐热耐酸不锈钢等,如20#、1Cr18Ni9Ti;石油裂化管用有碳钢和合金钢等如10#、20#、12Mn2、Cr5Mo、12CrMoV;化肥管用钢有碳钢与合金钢等
(5)其他特殊管管坯。
合格的管坯是冷拔无缝钢管生产的先决条件。由于斜轧穿孔的变形特点,对管坯质量(尤其是表面质量)提出了严格的技术要求。
根据部颁标准对以优质圆钢作管坯的坯料,在尺寸、表面质量、组织等方面有一定的技术要求。
(1)冷拔无缝钢管管坯的几何尺寸及允许偏差:
管坯直径及允许偏差:
管坯直径为75毫米时允许偏差为+1.0 -0.5毫米;
管坯的直径为80~90毫米时允许偏差为+0.8 —1.3毫米;
管坯直径为95~120毫米时允许偏差为+1.0 —1.7毫米。
管坯长度:一般为2.3~6米(按双方协议)。
弯曲度:无矫直设备时局部弯曲度每米不超过10毫米,总弯曲度不超过总长的1.0%。
管坯头部斜切度:
管径直径不大于96毫米时,切斜小于6毫米;
管坯直径为95~120毫米时,切斜度小于8毫米。
剥皮或扒皮后的管坯表面粗糙度Ra为25米。
超过上述允许偏差时,不仅使穿孔咬入条件变坏,而且直接影响穿孔质量及其轧机调整。
(2)精密冷拔无缝钢管管坯表面质量直接影响到成品精密冷拔无缝钢管的外表面质量。在热轧无缝钢管生产中,首先要对管坯表面状态进行严格检查,管坯的外表面不允许有结疤、裂纹、发裂、沟纹、折叠、凹痕、耳子、气孔、麻点、砂眼及非金属夹杂等缺陷。当缺陷深度超过0.7~1.0毫米时,缺陷不能随管坯加热而烧掉,但残留在管坯表面上的任何缺陷都会在穿孔变形过程中扩展,使缺陷在钢管外表面上的任何缺陷都会在穿轧变形过程中扩展,使缺陷在钢管外表面上加深变长,以致造成废品。对上述的局部缺陷应及时加以清理,但缺陷处理深度不允许超过管坯直径的5%。
(3)管坯低倍组织。冷拔无缝钢管管坯的内部质量在一般情况下都以管坯的低倍组织为考核依据。对管坯的低倍组织不应有肉眼可见≥1级的残余缩孔、翻皮、分层、气泡、砂眼、非金属夹杂、白点及裂纹等。对一般疏松、中心疏松、偏析、皮下泡等缺陷经标准试样评级后,不得超过下列要求:
生产一般用途的普通碳素结构钢管的管坯
一般疏松 ≤4级
中心疏松 ≤3级
偏 析 ≤3级
皮下气泡深度 ≤ 2毫米
生产高压锅炉管、合金结构管的管坯
一般疏松 ≤2级
中心疏松 ≤2级
偏 析 ≤2级
皮下气泡深度 不允许有
(4)管坯的显组织。对生产特殊要求的合金与高合金冷拔无缝钢管所用的管坯,除检查低倍组织外,还要进行显组织(即金相高倍组织)的检验,以测定非金属夹杂物(如硫化物、氧化物及碳化物)的含量及分布形态,鉴别带状组织与脱碳层等。
在出厂的时候以上几点需要特别注意,尤其对管坯壁厚不均匀,有沙眼的管坯切记不要出厂,以免对后边生产加工的精密无缝钢管或者冷拔无缝钢管造成误导,一致到出厂交货时产生不必要的麻烦。


主要性能。塑性塑性是指金属资料在载荷作用下,产生塑性变形(永世变形)而不毁坏的才能。硬度硬度是权衡金属资料软硬水平的指针。目前消费中测定硬度办法常用的是压入硬度法,它是用一定几何外形的压头在一定载荷下压入被测试的金属资料外表,依据被压入水平来测定其硬度值。
常用的办法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等办法。无缝方管是怎样炼成的3.疲倦强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实践上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲倦。途还需有其他截面外形的异型钢管。
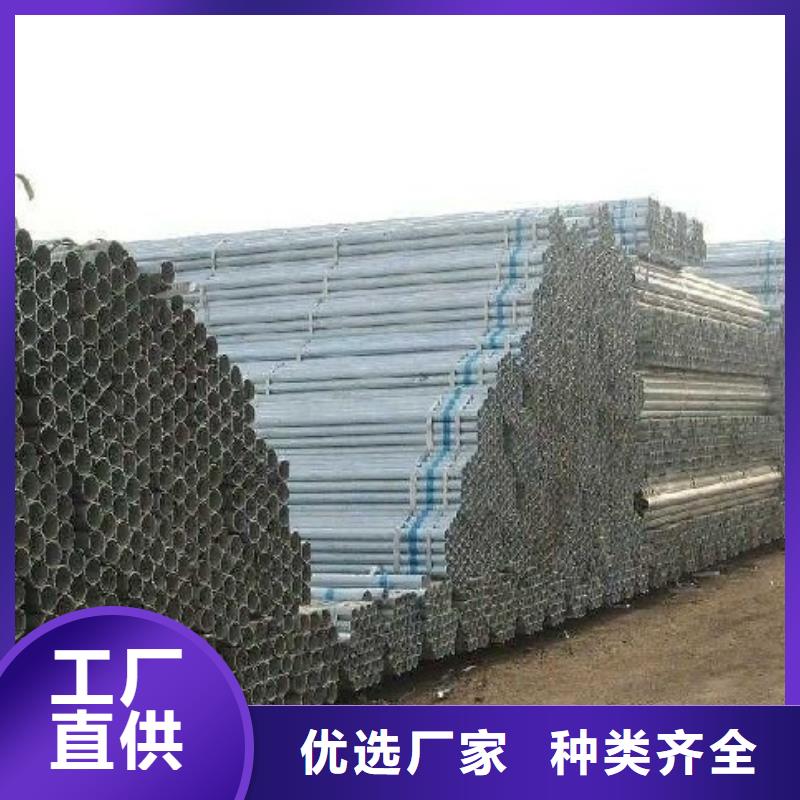
低压流体保送用焊接钢管(GB/T3092-1993)也称普通焊管,俗称黑管。是用于保送水、煤气、空气、油和取暖蒸汽等普通较低压力流体和其他用处的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接收端方式分为不带螺纹钢管(光管)和带螺纹钢管。
钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。习气上常用英寸表示,如11/2等。低压流体保送用焊接钢管除直接用于保送流体外,还大量用作低压流体保送用镀锌焊接钢管的原管。



鑫森通达无缝钢管有限公司拥有专业的队伍,专业生产 辽宁朝阳镀锌方管,企业严把质量关,做到不合格不出厂。本公司始终恪守“诚信di yi、服务di yi”的经营理念,坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。 鑫森通达无缝钢管有限公司始终让用户买得放心,用得称心。 服务于客户—密切联络客户,建立信息反馈网络,满足客户的需求,服务跟进。



我国冷拔无缝钢管内外探伤技术的基本知识
在探伤技术领域,冷拔无缝钢管是指外径大于φ80mm的钢管。冷拔无缝钢管是石油、化工、热力、锅炉、机械液压等行业重要用材。随着国民经济的发展,我国在“十一五”期间,冷拔无缝钢管的需求量大幅度增加,并明显呈现出大口径化的发展趋势。特别是对于要求耐腐蚀、抗挤压的油井管和大口径高压锅炉管及高质量的石油裂化管、石油石化输送管线管等,将随着 对能源基础设施投入的加大而成为需求的热点。由此,保证产品出厂质量的无损检测提出了方法和技术上的新课题。
水槽式超声检测是采用钢管螺旋前进式,超声探头固定不动。通过水槽和被检钢管的底部充分水耦合的特点,保证耦合层的厚度不变。但是因为超声主要检测内部缺陷对表面和次表面缺陷存在盲区,导致无法检测,再加上采用螺旋前进式,对于12m长的钢管需要占空间30m的场地等不足,一直影响钢管检测方法的选择和推广。
因此,国内外对于冷拔无缝钢管的探伤,一般采用漏磁法或水压实验。在国内,尚没有性能良好的适合冷拔无缝钢管的漏磁探伤设备出品,一旦使用即需要进口。进口漏磁探伤设备价格昂贵,对于国内的大多数企业难以接受;而水压试验效率低、劳动强度大,特别是当操作者责任心不高时,水压检验形同虚设。可见,实现冷拔无缝钢管的探伤已经成为冶金钢管行业亟待解决的课题。
冷拔无缝钢管的特点是直径大,壁厚相对较厚,因此根据这一特点充分利用超声检测内部和涡流检测表面和次表面的特点相结合,可实现“无盲区”探伤。通过采用“钢管原地旋转,检测探头前进的组合方式”,不仅解决检测问题,还解决缩小占用场地的空间。
在自动探伤中,提离效应和稳定耦合层对探伤的影响往往成为棘手的问题。在自动探伤中,提离效应和稳定耦合层是引起漏检和误报的主要原因。不管是漏检或误报,都影响检测的可靠性。长期以来,在自动探伤的实际应用中,由于提离波动引起检测可靠性下降的问题或者由于水耦合层的厚度变化,一直是困扰着这种技术正常使用的“瓶颈”。
通常,解决提离效应的办法主要有:探头的机械跟踪法、探头线圈的桥式接法、改变检测线圈LC回路的电容值和使用多频检测技术等。除机械跟踪法外,其他的几种解决办法,通过改进探头和仪器来得以实现,但机械跟踪只能改进探头架,来防止提离间隙的变化。在实际工业应用中,探头机械跟踪法是常用的克服提离效应影响的方法。常见的探头机械跟踪模式有两种:一种,是采用辊轮限位与汽缸或弹簧顶推相结合的方法,使检测探头与被检工件表面之间保持恒定距离。虽然这种方法对抑制提离效应能起到较好的作用,但同时会使振动噪声加大。另一种,采用探头机械跟踪的方式,是利用测距探头及时地测量出检测探头提离间隙的波动情况,并用测距号来控制和驱动步进电机等动力装置带动检测探头动作,以保证探头与被检工件之间的间隙恒定。这种方法适用于板材或坯材等平面扫查探伤,缺点是由于机械动作的反应速度比较慢,而且还比较复杂。
把探头装入一个探头小车中,并采用二级弹簧顶推的方法使检测探头与被检工件表面之间始终保持一定的距离。从实验结果来看,探头的随动性比较强,基本保证了探头与被检测钢管表面之间的距离恒定,探伤也取得了较好的效果。通常,解决水耦合层的办法主要有:固定水槽箱、稳定水喷装置。由于采用钢管旋转探头前进的方式,冷拔无缝钢管的长度一般在10m左右。因此必须考虑采用稳定水喷装置,如增加流量口的直径,降低流量口和钢管的高度,减少水花。目前常规的解决办法也只能这样,但解决的效果是在可以接受范围内